1.隔热条的历史
德国和意大利等对隔热条产品已进行了40多年的探索,其开发出的高性能玻璃纤维增强尼龙66(PA66GF25)铝型材门窗用隔热条,各项性能指标达到了较高水平[1-3]。
我国对PA66GF25隔热条的研究起步较晚。90年代中后期,国内厂家相继开发了PVC和ABS等隔热条并推广使用。但由于以PVC和ABS等为基材的隔热材料的性能与铝合金不相匹配,特别是线膨胀系数、断裂伸长率、耐热和耐老化性能等指标,无法保证隔热条与铝合金结合后不会发生松脱现象和使用寿命,所以PVC和ABS等隔热条近年来已被市场淘汰。
从2000年开始,德国泰诺风的PA66GF25隔热条产品正式登陆中国,逐步形成对中国建筑隔热保温市场的垄断。国内厂家由于整体装备和技术的差距,只能选择一些简单的塑料传统加工设备拼凑在一起进行生产,难以保证产品质量。
国内早期的PA66GF25隔热条生产成型工艺主要采取“将PA66GF25熔融体放空、拉伸过模具、直接水冷成型”。此工艺的缺点是放空段熔融体进入模具时容易造成卡模具、断条等现象,同时由于直接水冷造成产品表面粗糙,尺寸精度难以保证,油污现象明显[4-7]。另外,由于放空段自离开挤出机到模具的这段距离,瞬间温差大,尼龙66的结晶颗粒粗糙不均,进而造成产品的整体力学性能不佳。应用此工艺制造的产品在国内长期处于市场的低端位置,外企甚至放言“中国企业及其设备根本不可能做出高性能的PA66GF25隔热条产品!”
经过数年的行业技术探索和积累[8-11],以南海易乐公司为代表的国内企业,通过生产技术的整体提升,相继实现了隔热条产品的生产。笔者以南海易乐公司实际生产经验对高性能隔热条制造过程中主要的问题提出几点见解。
高性能隔热条产品一般通过两步工艺完成:a、玻纤增强尼龙66复合材料改性的双螺杆造粒工艺;b、单螺杆挤压成型工艺。
2.双螺杆造粒工艺及影响
外国隔热条生产企业通常直接选购已改性的高纤尼龙66母粒(GF),尼龙66,色母等助剂,按比例混合后直接通过单螺杆挤出机挤出成型。但是,由于成本及不同形状隔热条对复合材料加工流动性能的特殊要求,国内厂家倾向于自制隔热条的玻纤增强尼龙66复合材料。
在双螺杆造粒工艺中,其关键核心技术之一是:玻纤分散技术和螺杆螺纹组合。
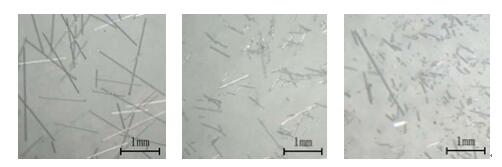
1)玻纤的分散和长度对隔热条产品的各项力学指标和表面质量影响比较显著。因此,生产过程中除了拥有螺杆螺纹的剪切组合的优异分散效果之外,还需配以特定的偶联剂,加强玻纤与基体树脂的结合。见表1和图1,a样制品外表粗糙,玻纤有一定的外露;b、c样品均加有偶联剂,样品表面光滑。
2)螺杆螺纹组合对各组份物料的分散和玻纤长度有重要的影响。各组分物料需要在加纤前(第五区加纤)得到比较好的塑化,以利于后续加纤的剪切;实验结果显示,粒料内玻纤长度控制在0.6~0.8mm,隔热条的综合力学性能较好。见表1和图1,a样品玻纤长度较大,c样品长度较小,但两种的拉伸强度都较低;b样品的长度集中于0.6~0.8mm间,拉伸强度较好。
表1 玻纤长度及分布对隔热条性能的影响
|
样品 |
a |
b |
c |
|
偶联剂处理 |
无 |
有 |
有 |
|
拉伸强度 /MPa |
66.1 |
81.5 |
64.7 |
|
制品表面质量 |
玻纤有一定外露,表面较粗糙 |
表面光滑 |
表面光滑 |
a b c
图1 PA66/GF复合材料中GF的分散情况
3)通过喂料速度和螺杆主机转速的相互配合,可以确定所造粒料玻纤含量。双螺杆的温区温度设计整体上遵循从高到低的规则(即进料口高,出料口低),剪切区域温度稍低,以利于无捻长纤的卷入和剪切分散,见表2。
表2 双螺杆温区工艺温度设置
|
双螺杆温控 |
|||||||||||
|
温区 |
1区 |
2区 |
3区 |
4区 |
5区 |
6区 |
7区 |
8区 |
9区 |
10区 |
|
|
温度°C |
255 |
268 |
268 |
256 |
250 |
240 |
233 |
233 |
240 |
245 |
|
3.单螺杆成型工艺及影响
单螺杆的挤出成型工艺亦是影响隔热条产品质量的关键,国内外一般采用全自动连续化生产线来生产高性能隔热条,此工艺对设备、模具、配套设备的整体性较高,以下分单螺杆、牵引设备、模具三部分进行介绍:
1) 单螺杆挤出工艺
①烘料温度、时间对产品质量的影响
烘料情况对终产品的外观和性能有的影响。烘料温度过低、烘料时间不足则残余水分将严重影响PA66隔热条的质量,如产品内部出现疏松的气泡孔,强度急剧下降,表面花斑多,出现不同程度的浮纤、水纹等(见图2d、e),严重时出现喷射现象,产品不能成型。烘料温度过高、烘料时间过长,将会造成助剂性能失效和局部焦化,产品表现为脆性,强度下降,产品尺寸波动较大,表面银纹严重、出现类烧焦的现象,出现碳化料堵塞口模、流道等。一般来说,烘料采用120℃,4小时左右为宜,另外要顾及所采用的PA66原材料及所选用助剂的性能而作综合选择。
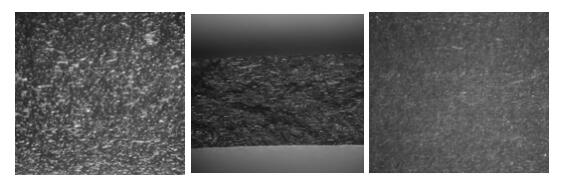
d (表面) e(截面) f(表面)
图2 PA66/GF隔热条表面及截面微观情况
图2中的d、e分别是劣质隔热条表面及断面图片。可见到d表面较粗糙且出现玻纤白斑,从e截面的气孔图片可见到截面酥松并局部位置有大空隙的现象;f是隔热条的表面,可见表面光滑且几乎无浮纤现象。
②单螺杆塑化能力对产品质量的影响
为了提高隔热条的产量,采用的模具基本上都是一模多孔挤出,这对单螺杆的供料能力(即塑化效率)提出了较高的要求。单螺杆的塑化能力主要由主机转速和温度控制,转速越快,温度越高,塑化能力越强。由于玻纤增强尼龙66复合材料熔体在低剪切速率条件下粘度高、流动性差,容易造成产品表面“浮纤”,同时由于玻纤增强尼龙66复合材料熔体粘度对温度具有较高的敏感性,所以,隔热条的挤出加工工艺要求较高螺杆转速和加工温度。
2) 牵引稳定工艺对产品质量的影响
生产高性能隔热条时,由于采取的是一模多孔挤出的模具,而模具设计时很难达到每个口模出口的压力完全一样,导致同一套模具的各个定型模挤出的隔热条有一定的速度差(每6米的切割周期出现偏差约为10~15cm),造成工艺不稳定废品较多。此问题可通过控制牵引设备进行解决。
①牵引机位置
牵引机牵引皮带部分必须与定型模的中心线在同一直线、同一水平面上,且牵引机与定型模之间的距离适中。因为在短距离内隔热条有一定的刚性不易折弯,因此可利用牵引机起到一个速度补偿,使各出口的隔热条挤出速度趋向一致(即对挤出速度稍快的隔热条施加反向力,对速度稍慢的施加正向力)。若牵引设备摆放过远,则只能起到牵引的作用,不能控制挤出速度快慢一致,这是因为较长的隔热条具有较好的柔韧性,容易弯曲。
②牵引速度
a、牵引速度快于挤出速度时,会使隔热条的尺寸偏小,严重时会出现拉断条。
b、若牵引慢于挤出速度,则隔热条会在牵引机与定型模被折弯甚至被折断。
c、若牵引机牵引速度产生波动,此波动会传导到模具内,导致隔热条产生尺寸的波动,同时产生白斑、波浪纹、银纹甚至熔接痕。
通过上述牵引机位置和牵引速度的控制,依靠机械手牵引的隔热条每6米的切割周期相差小于0.3cm,无需在包装前再切割一次。同时,隔热条的表面质量和性能指标优异。
3) 模具工艺
生产高性能隔热条所采取的生产工艺与生产普通隔热条的生产工艺有比较大的区别,其主要区别在定型模与口模的连接方式不一样,造成了两种隔热条的冷却形式有很大的不同。
使用生产条的模具进行生产时,由于生产速率低,为了提高产量及降低成本,一摸多孔的模具也因此应运而生。同时为了能稳定地进行生产,所设计的口模各个模孔的出口压力必须在一个合理的范围内,压力相差越小生产越稳定。如何保证出料口的压力均等是设计一模多孔高性能隔热条挤出模具的核心技术之一。
由于高性能隔热条生产涉及到众多学科的技术和装备配置,是一个复杂的有机整体,业界至今尚无完备的生产指导理论。笔者仅从双螺杆造粒工艺、单螺杆成型工艺、牵引、模具等方面作了以上简单的分析。表4是新工艺制备的隔热条性能测试[12-13]。
表4 本司新工艺隔热条技术性能指标
|
分 类 |
检测项目 |
新工艺产品性能 |
试验方法 |
|
材料基本性能 (标准状态下测试) |
热变形温度℃ |
240 |
GB /T 1634 |
|
热导率(导热系数)W/m.k |
0.28 |
GB /T 10297 |
|
|
线膨胀系数K-1 |
3.3?10-5 |
GB /T 1036 |
|
|
冲击强度(无缺口)KJ/m2 |
67.7 或不断裂 |
GB /T 1043 |
|
|
产品基本性能 (标准状态下测试) |
邵氏硬度 |
84 |
GB /T 2411 |
|
密度允许偏差g/cm3 |
1.29 |
GB /T 1033 |
|
|
拉伸强度(横向)N/mm |
202 |
JG/T 174-2005 |
|
|
拉伸强度(纵向)MPa |
86.3 |
GB/T 1040 |
|
|
断裂伸长率% |
4.4 |
GB/T 1040 |
|
|
拉伸弹性模量MPa |
4520 |
GB/T 1040 |
|
|
高温性能(+90℃) |
抗拉强度(横向)N/mm |
116 |
JG/T 174-2005 |
|
低温性能(-30℃) |
抗拉强度(横向)N/mm |
218 |
企标 |
|
冲击强度(无缺口)KJ/m2 |
67.7 或不断裂 |
GB /T 1043 |
|
|
耐水性能 |
抗拉强度(横向)N/mm |
101 |
JG/T 174-2005 |
|
紫外老化(200h) |
抗拉强度(横向)N/mm |
174 |
JG/T 174-2005 |
|
备注:1. 标准状态是指室温为23±2℃和相对湿度50%±5%的实验室状态。 2.材料性能指从原材料上取样,按标准要求的试样进行测试;产品性能指从成品隔热条上直接取样测试。 3.高温、低温、耐水和紫外老化性能中的抗拉强度(横向)指标仅适用于I型条。 |
|
|
|
4. 结语
本文概述了国内隔热条的发展历程,同时对制备高性能隔热条产品的工艺过程要点进行了分析和总结,指出了制造高性能国产隔热条的关键要素和发展方向。
国产隔热条的生产技术虽然取得长足的进步,但整体而言还需更进一步的探索和突破。笔者提出以下几点国产隔热条的发展方向:
1)整体装备技术。迄今为止,国内企业尚未有专门的隔热条生产设备,导致产品质量不稳定。
2)模具设计技术。国内隔热条企业所用的模具的成型孔道及其冷却回路的精细结构,跟外企成熟技术相比尚有较大的差距。
3)配方和工艺技术。需要开发新型的功能型助剂进一步提升产品的质量,开发新工艺以改善生产环节减少劳动强度。