自从2000年泰诺风公司将欧洲成熟的铝合金隔热技术引入国内,隔热铝型材在国内的生产史已经有七年多了。随着节能政策的执行力度加大,人民生活、工作舒适性要求提高,节能标准日益完善,节能指标逐渐提高,节能技术的覆盖面越来越广泛,作为铝合金门窗幕墙节能技术的主要运用之一------穿条式隔热铝型材,使用量越来越大。但是从近几年相关部门对隔热铝型材的抽查情况来看,在其质量方面还是存在一定的问题,特别是室温纵向抗剪特征值。
在实际加工过程 的操作细节没有一一累叙。对于在加工过程的常见问题分析和型材设计中应注意的事项,笔者将在《穿条式隔热铝型材加工工艺细节分析》中详细介绍。隔热铝门窗幕墙在政府强力推进建筑节能的社会大背景下已成为华北、东北、华东地区的主流门窗幕墙,作为主材料供应商的铝材生产企业都在隔热型材的设计、加工方面投入了大量的精力、财力,泰诺风致力于提供产品以外的更细化、深化的技术支持与配合,无私、客观奉献在欧洲积累的40年的隔热铝型材设计、加工工艺方面的经验与大家分享。
对于穿条式隔热铝型材的质量控制问题,笔者认为应该从系统设计阶段、材料选择阶段和加工阶段等三个方面来全过程控制,使我们终生产出来的产品能够满足国标GB 5237.6《铝合金建筑型材 第6部分:隔热型材》的各项要求。
系统设计阶段
在此阶段重要的就是铝型材槽口和隔热条头部的标准化设计(如图1和图2所示)。
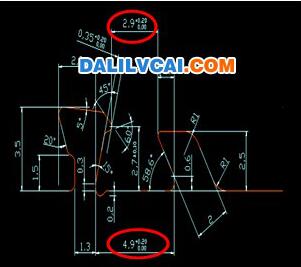
图1 铝型材标准槽口尺寸
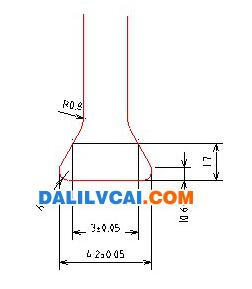
图2 隔热条标准头部尺寸
在铝型材标准槽口尺寸控制中,槽口上部尺寸(2.9+0.20)mm与下部尺寸(4.9+0.20)mm的控制,是为了与隔热条配合,从而穿条更顺畅;内夹头的设计是为了隔热条能够垂直就位于铝型材槽口中,在滚压中起隔热条的支撑作用;外夹头的设计是为了在隔热型材经滚压后,外夹头能插进隔热条内,从而保证隔热型材的各项机械性能;这些在后面的关于加工工艺的论述中将详细解释。
另外在槽口设计中还要注意的是外夹头处的内倒圆弧角问题,因为在滚压过程当中,随着外夹头插进隔热条里,外夹头根部位置是里边受压变形,会造成此处材料堆积,这样就必然要预留位置来堆积这些材料。如果在铝型材槽口中出现内倒圆弧角缺失的现象(如图3),在滚压过程中就势必会造成外夹头内跟部位置受压的铝材没有位置堆积,只能向槽口内侧突出,如果要使外夹头同样程度的插进隔热条,就必然要增大滚压力。这样增大滚压难度不算,还有可能造成的后果会有两种:其一是滚压力过大,使得外夹头在根部出现断裂的现象(如图4所示);其二是堆积在外夹头根部的铝材经过一段时间以后,其内应力得到释放,使得外夹头不能紧紧的咬合在隔热条内,从而降低隔热型材的机械性能,特别是纵向剪切特征值。

图3 内倒圆弧角缺失现象
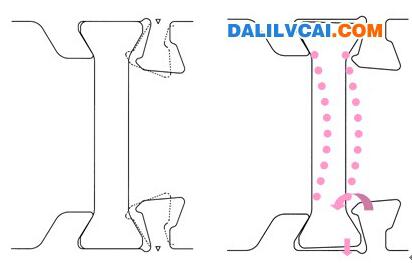
图4 内倒圆弧角缺式的滚压模拟情况
隔热条头部的标准化设计是为了与型材标准槽口配合,这样在加工过程当中就能穿条顺畅并有利于滚压。
当然技术力量非常雄厚的公司可以自行开发自己的型材槽口和隔热条头部,但这是一个系统工程,在这过程当中要涉及到非常多的问题,比如型材槽口和隔热条头部的配合问题、滚压力控制的问题等等,因此还是要慎重的好!
材料选择阶段
隔热型材涉及到的材料就两种:铝材和隔热条。
在隔热条原材料方面,目前国际上公认的隔热条的原材料配方是基材75%聚酰胺66(俗称尼龙66,简称PA66)和强化物25%玻璃纤维(简称GF),即PA66+GF25(如图5、6所示)。这是因为PA66具有较高的机械性能和耐高温性能,还可以保证隔热条的尺寸精度的稳定性;而玻璃纤维可以进一部提高隔热条的机械性能,使其满足作为一个结构件的要求。作为基材的PA66与强化物玻璃纤维在经过精密挤压而生产出来的隔热条,在强度方面,其横向抗拉强度≥120N/mm,足够保证隔热条在整窗中的各种荷载要求;在外形尺寸精度方面,隔热条的公差≤0.1mm,保证了隔热型材的外形尺寸精度和隔热窗的装配精度(0.2~0.5mm);在线膨胀系数方面,隔热条的为2.0~3.5X10-5K-1,与铝型材的(3.5X10-5K-1)为相近;在耐候性方面,能够充分保障正常限温度范围内(-30oC~80oC)的使用要求。如果这两种材料的一项或全部出现了变化或者配比有重大偏差,那么以上的各种优势就无法保障,这是欧洲30多年的隔热条发展史所充分证明的。
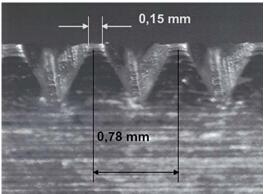
图5 尼龙66
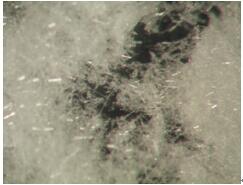
图6 玻璃纤维
隔热条的外形尺寸精度是我们选择隔热条的一项重要的注意事项。如图7外形尺寸好的隔热条的两头能够紧密的贴在铝型材槽口内,在加工过程中也不会出现什么问题;但是如果使用外形较差的隔热条,首先是其两头与型材槽口留有缝隙,其次是在滚压后,外夹头与隔热条咬合处必然存在着应力集中,此处如果受到外力影响,应力一旦释放,那么结果就是隔热条开裂,后果严重。如果说内外铝型材槽口底部不是平行的,也会出象这种状况。
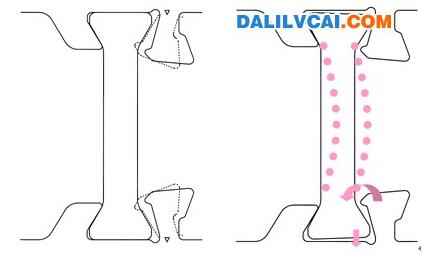
图7 不同外形尺寸精度的隔热条装配情形
所以我们在选择隔热条时就应该选择外形尺寸较好的隔热条。
在铝型材方面,我仅谈谈铝型材的外型尺寸精度要求。在GB5237.6《铝合金建筑型材 第6部分:隔热型材》中对隔热型材的外形尺寸精度要求是:符合GB 5237.1《铝合金建筑型材 第1部分:基材》的相关规定。就是说隔热型材的内、外腔型材和隔热条这三部分材料的挤压加上一道复合工序所积累的偏差要等于原本一次挤压成型的基材,也就是我们常说的“1”=“3+1”。所以铝型材自身的精度也为重要。

图8 铝型材槽口精度差导致的结果
如图8所示,铝型材槽口精度太差,经滚压后,隔热条已经开裂了。
加工阶段
穿条式隔热型材的加工工序为开齿——穿条——滚压。
我们首先来探讨下开齿这道工序。
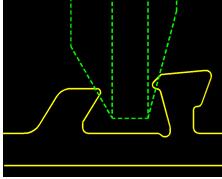
图9 慕勒设备开齿情形

图10 隔热铝型材滚压后情形
在系统设计阶段我们提到过内夹头的设计是为了隔热条能够垂直就位于铝型材槽口中,在滚压中起隔热条的支撑作用;外夹头的设计是为了在隔热型材经滚压后,外夹头能插进隔热条内,从而保证隔热型材的各项机械性能;另外还有就是这样的设计能够使隔热条头部与型材槽口紧密结合,确保了隔热条与型材之间的低限度的水渗漏、空气渗透的问题。从以上情况和图10可以看出来,隔热型材在经过滚压后,只有外夹头的齿纹插进了隔热条内,所以在开齿过程中保证在外夹头上有深而锋利的齿纹对经滚压后的隔热型材是非常重要的。这样的话就要使得开齿盘必须定位在夹头槽口之间略偏外夹头处(如图9所示)。
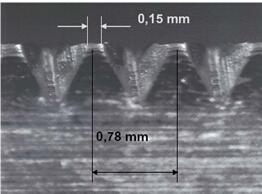
图11 佳开齿
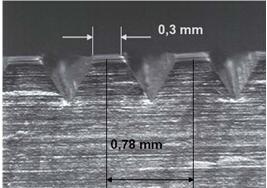
图12 好的开齿
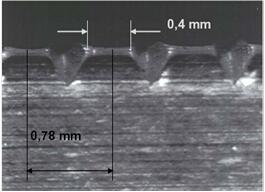
图13 差的开齿

图14 没有开齿
还有就是外夹头齿纹的锋利情况,类似图11和图12是好的开齿,齿纹深而锋利,在滚压过程中,齿纹能够插进隔热条内,从而能确保隔热型材的各项机械性能(特别是纵向剪切特征值),如图15所示。类似图13则反之,更不用说图14了。
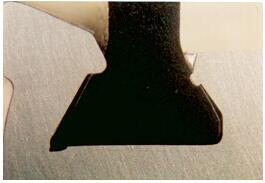
图15 齿纹插进隔热条

图16 齿纹没有插进隔热条
隔热铝型材不同开齿情况在不同状态下的抗剪性能差别,在这里我们可以看出来,不管怎样的检测状态,开齿质量直接影响到终隔热铝型材的抗剪切特征值,开齿质量越高。抗剪切特征值越高。
总结:穿条式隔热铝型材因其美观大方、易加工、高强度等特性已广泛使用在隔热门窗幕墙中。对于它的加工工艺,铝型材生产厂家各位人士来已是很熟悉,有些还积累了一定的加工经验,但是对有些刚入门窗幕墙行业的设计人员和房产公司的材料选用技术人员来说并不一定很了解。本文通过简单介绍穿条式隔热铝型材的组合工艺,希望能增强门窗幕墙的设计人员在系统设计中对型材结构工艺性的考虑和房产公司的材料选用人员对影响隔热型材质量因素的认识。 简单来说,穿条式隔热铝型材就是将两支预先挤出的铝材和隔热条厂家提供的隔热条,通过复合加工将三者组合成一体的复合型材。因此,除了材料本身的质量外,组合加工的工艺水平是决定隔热型材质量的重要因素。一般来说,组合工艺是由开齿、穿条、滚压和检测四道工序通过的设备来完成。 工厂生产隔热型材(穿条式)时各阶段须注意的事项:系统设计阶段、材料选择阶段和加工阶段等展开,论述穿条式隔热型材质量控制要素。