众所周知,穿条式隔热型材的加工方法有两种:一种是铝型材先做表面处理,再进行开齿、穿条、滚压等复合工序加工成隔热型材(也就是“先表面处理后复合”,如图1),这是目前我们常用的加工方法;另外一种是行开齿、穿条、滚压等复合工序加工成隔热型材,再做表面处理(也就是“先复合后表面处理”,如图2),这种加工方法在欧洲比较常用。虽然第二种加工方法是把种加工方法的几道工序给交换了下位置,但是其在隔热条的选用和一些加工工艺上确有重大的变化和特殊的要求。

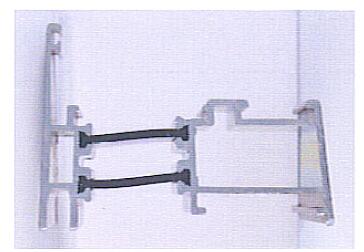
图为:先表面处理后复合与先复合再表面处理的铝型材实物对比
首先是隔热条的选择。
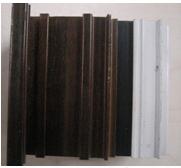
先表面处理后复合的隔热型材对隔热条的要求是:满足尺寸精度、强度等常规要求,隔热条头部如图3所示;而先复合后表面处理的隔热型材对隔热条的要求除了上述的常规要求外,还必须要保证隔热型材在表面处理过程后,其强度必须满足GB 5237.6的相关要求,隔热条头部如图4所示,应带热熔胶线。
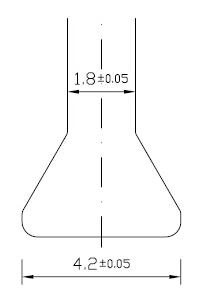
图为:常规隔热条头部与带热熔胶线隔热条头部截面对比
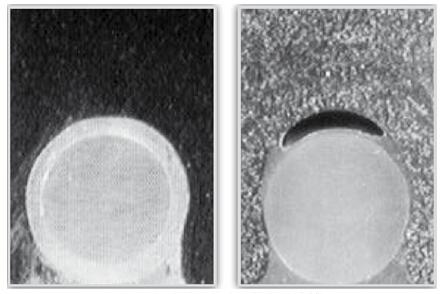
如选用常规隔热条进行先复合后表面处理工艺进行隔热型材加工,虽然在滚压后隔热型材有较高的纵向剪切力,但是在经过表面处理着道工序时,在约200℃的高温作用下,铝型材槽口的外夹头会因热胀冷缩的影响,导致外夹头松动,不能紧密咬合隔热条(如图5所示),从而使得隔热型材的纵向剪切力大副下降。
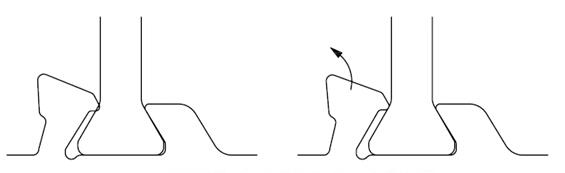
图为:表面处理前和表面处理后外夹头与隔热条的咬合图对比
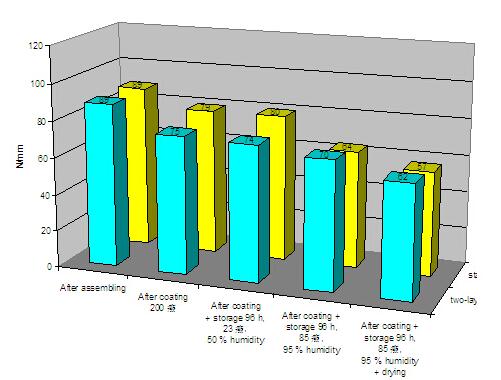
从图5可以看出,在铝型材槽口没有开齿的情况下,隔热型材复合完毕后,其纵向剪切力有15N/mm,在经过表面处理后,因高温的原因,隔热型材外夹头松动,其纵向剪切力基本上就只有0N/mm了;对于有开齿但开齿比较差的隔热型材,在复合完毕后,其纵向剪切力有64N/mm,经过表面处理后,其纵向剪切力就只有18N/mm了,剪切力损失了72%;对于有良好开齿的隔热型材,在复合完毕后,其纵向剪切力有90N/mm,经过表面处理后,其纵向剪切力就只有47N/mm了,剪切力损失了48%;对于有佳开齿的隔热型材,在复合完毕后,其纵向剪切力有110N/mm,经过表面处理后,其纵向剪切力就只有58N/mm了,剪切力损失了47%。从这里我们可以看到,选用常规隔热条进行先复合后表面处理工艺生产隔热型材,终的产品的剪切力损失在以上,对于生产和使用都不能提供可靠的保证。
因此,对于先复合后表面处理工艺生产的隔热型材,应该选用带热熔胶线的隔热条。如图7所示,热熔胶线在常温下是固体,卡在隔热条上的;在表面处理过程中,当温度达到100℃左右时,热熔胶线开始熔化,熔融的热熔胶线填充满隔热条底部与铝型材间的间隙;当表面处理完后,温度开始下降,熔融的热熔胶线便开始固化,并因其具有较强的黏结性能,使得隔热条同铝型材黏结在一起,从而弥补回因外夹头松动带来的剪切力损失。
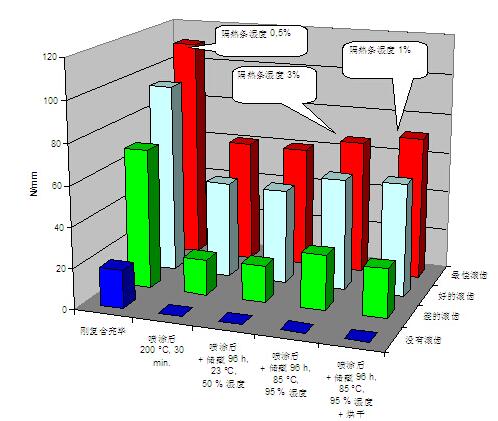
从图8可知,对于具有良好开齿的隔热型材,在复合完毕后,其纵向剪切力有89N/mm,经过表面处理后,其纵向剪切力有80N/mm了,剪切力损失仅10%。与使用常规隔热条的隔热型材,在表面处理完毕后,剪切离损失达以上对比,足以说明带热熔胶线的隔热条在先复合后表面处理工艺中对隔热型材的作用。
因此在使用先复合后表面处理工艺生产隔热型材时,建议选用带热熔胶线的隔热条。
其次是隔热条的干燥。
隔热条的主要材质是聚酰胺66加25%的玻璃纤维,聚酰胺66是一种可吸水材料,吸水饱和率在5%左右。如果隔热条内的水处于饱和状态,就进行表面处理,并去烘烤的话,会使得隔热条内的水分在烘烤过程中蒸发出来,造成隔热条表面出现大面积气泡(如图9所示)或隔热条断裂。

因此在隔热型材在进行喷粉前,浸泡完各个池之后,应该用压缩空气吹干,确保型材上、空腔或缝隙里不存在从池里带出来的残留物;然后将隔热型材放在干燥箱内干燥一段时间,使得隔热条内部水分挥发出来。这样才能确保隔热型材在烘烤过程中隔热条表面不出现气泡或起皮。
再次是烘烤过程中的温度控制。
隔热条的软化温度在230℃左右,熔化温度在250℃,因此在烘烤过程中必须将烤箱的温度设置在180℃~200℃之间,持续时间大约20分钟。如果超过规定温度或时间,则会影响隔热条的稳定性,导致隔热型材变形等情况出现。
后关于氟碳漆。
对于表面处理是氟碳漆的隔热型材,不适宜采用先复合后表面处理这种工艺生产,只能是采用先表面处理后复合这种工艺生产。这是因为氟碳漆烤漆时间比较长(有两涂、三涂等)和烤漆温度较高(在220℃左右),这都有可能导致隔热型材变形。
本文就“先复合后表面处理”这种隔热型材加工方法的三个关键环节:带热熔胶线的隔热条、隔热型材烘干、烤漆温度和时间控制等进行分析和探讨。总之,对于先复合后表面处理这种工艺生产隔热型材,要选择带热熔胶线的隔热条,并要对复合后的隔热型材进行烘干处理,后还要控制烤箱的温度和烘烤的时间