1. 注胶时佳环境温度应当控制在20—30℃之间,铝型材和环境的限温度18—35℃,环境相对湿度<85%。
2. 注胶铝型材槽口两端需用耐高温单面胶带(经济适用的是美纹纸)封好,并封口应略高于铝型材槽口上端为宜。
3. 铝型材的注胶槽内应清洁(防止受油脂、石墨、附粉沫等污染)、干燥、没有碱和盐等,否则会影响到隔热胶与铝铝型材的黏着性,因此在加工和搬运未注胶的铝型材时要特别注意出现上述情况。
4. 如果注胶后发现纵向剪切不足时,应当考虑使用打齿机(也称之为开齿机),在槽口内的锁点上打出均匀的波纹或锯齿,可以提高铝型材的纵剪值。
5. 使用隔热胶时要注意铝材表面处理方式和粉末的种类,这些因素往往影响到与隔热胶的相容性好坏。从浇注式隔热铝型材的槽口结构分析,以及我们的试验数据看,注胶式隔热铝型材的横向抗拉性能主要决定于隔热胶的强度和槽口的大小,而相容性影响隔热铝型材的纵向抗剪性能。尤其高温剪切试验能反映聚氨酯隔热材料和铝合金铝型材表面相容性的好坏,建议铝铝型材表面做皱纹涂层、氟碳涂层或电泳涂层处理时应当做高温剪切试验。
6. 已开封的隔热胶,长期不用时应充入干燥空气或氮气密封保存,防止受潮。
7. 当隔热胶和铝材温度相差比较大时,其固化时间和固化后的各项性能指标也会受到不同程度的影响。为保证终隔热铝型材的几何尺寸,浇注后的隔热铝型材至少经过20 min左右的时间固化,硬度达到68度以上才能去除金属桥;
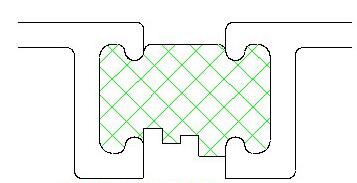
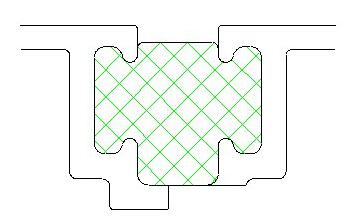
8.切除临时金属桥时,应避免发生切口太深、不规则等损坏结构现象(如图1所示),也应避免发生未完全切除金属临时桥的情况(如图2所示)。
9. 隔热胶具有优越的可加工性能。它可以承受常见的加工方式,但我们建议尽量使用钻孔和打磨等加工方式而非冲孔。如有可能,应尽量避免在浇注槽胶体中心开槽,防止形成热量传导的途径。
10. 在使用隔热胶浇注铝型材之前必须先了解胶水的使用说明书。